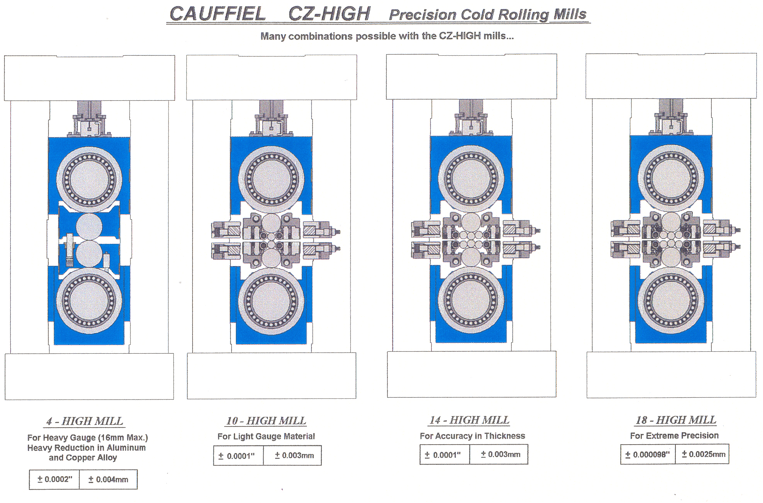
Cluster Mills
Cluster mills can be 10-high, 14-high, or 18-high. In all cases, cluster mills are designed to reduce stainless or high carbon, high strength alloy steels, or any material when reducing increases the yield strength. Cluster mills have the advantage of running very light gauges under precision tolerances. As an example, a Cauffiel 18-high rolling mill is used for running high carbon alloys at an accuracy of ± .00098” ( ± 0.00025mm) at speeds up to 1,000 FPM. A 10-high mill can have a much larger work roll, as it has the advantage of a cooling affect, which means you can run at speeds up to 2,500 FPM with reductions of 50% per pass on low carbon steels. Cluster mills are also less expensive than 18-high and 14-high mills. See illustration below showing typical cluster mills.
In all cases, one of the main advantages of a cluster mill is the large back up rolls. The back up rolls act as a heat sink because there is a considerable amount of heat energy going into the strip and the work roll. Much of the heat in the work roll is transferred to the back up roll. Having a large diameter back up roll allows the mill to run at high rates of speed compared to an old 20-high mill. To do high reductions on high carbon or stainless steel alloys up to 50% in a single pass, considerable tension can be required. This also reduces the amount of energy that the rolling mill itself has to perform. To wind such high tensions, the tension reel sometimes has a solid alloy drum with only a gripper slot. When winding under high tension, the endward radial forces on the drum are extremely high with each wrap and any type of mechanical wedge system becomes complicated and expensive. Many warp radial forces add up so large that the coil can buckle on the inner wrap after removal. This is referred to as a “mouse affect”. When this happens, it is very difficult to position the coil onto the next operation such as the uncoiler. Normally, when this happens, the coil is left on the solid drum and transferred to the next operation where it is uncoiled and put through a tension stand and recoiled under a lighter tension for slitting or annealing. Also, when you anneal a coil that is wound under considerable tension, you get all types of distortion, such as stretched edges, center buckle, etc. It is best to recoil under light tension before annealing.
The same is true at the uncoiler section to assure consistent tension. Sometimes you need to uncoil a coil onto a drum which can be transferred to the uncoiler tension reel area. Uncoiling going into the rolling mill is wound with tension so that the coil will not slip on itself which causes scratching. Scratch marks may not come out during reducing. Therefore, the coil must be made under tension before uncoiling for high reduction rolling.
Another method for reducing tension at the recoiler is to put in a tension level line. On narrow mills running high quality, high strength, high carbon and stainless alloys, you may need to make a high reduction in a single pass with low tension to the final recoiler tension reel. If this is the case, you may want to consider putting in a tension level system. This assures substantial tension from the rolling mill and delivers light tension to the recoiler tension reel to prepare the coil for the next operation. This also removes stretched edges and center buckle to assure a high quality, consistent product. A tension level system normally has two entrance rolls and two exit rolls with staggered rolls to elongate the strip. The exit rolls must run to accommodate the percentage of elongation. In other words, if the elongation is 2%, the exit roll must run at least 2% higher peripheral speed than the entrance rolls.
To reduce high carbon and stainless steels, annealing is required because the material can start at 50,000 PSI and go to 300,000 PSI. Once the material reaches 300,000 PSI yield strength, additional reducing becomes very difficult. Therefore, it is best to anneal and reduce again. Annealing is also a way to satisfy the customer’s requirements as sometimes they require, as an example, a consistent 50,000 or 80,000 PSI yield strength and annealing must be carefully controlled in an atmospheric furnace.
Sometimes extortion exists after a coil is annealed when the surface of the steel is soft. With low carbon steels, if the material is extremely soft when uncoiling with little tension, cross breaks occur (wrinkles). Cross breaks are very common on low carbon steels, but can occur with any metal. This can be a rejection by the customer because the cross breaks come through a painted surface. On both sides of the rolling mill are polyurethane bridle rolls. This allows substantial tension at the rolling mill and yet delivers low tension to the recoiler. This means the coil will be wound under the exact required low tension. Bridle rolls in a rolling mill are becoming more common to control tension at the final tension reel or recoiler.





